Idiot's Guides: 3D Printing (2015)
PART 5
Advanced Usage and Techniques
If you’ve already read the first four parts, you’re practically a 3D printing expert already. So in this part, I introduce you to some more advanced techniques and uses for your 3D printing—things like printing with more exotic materials, using multiple extruders, and some popular modifications you can make to your 3D printer. I also tell you a little bit about some uses for your 3D printer that you may not have even realized were possible.
CHAPTER 18
Printing with Other Materials
In This Chapter
![]()
· Unique filament materials you can print with
· Special hardware needed to print certain materials
· Settings you’ll need to change to support other materials
Throughout this book, I’ve been talking almost exclusively about printing with PLA and ABS filament. The reason for that is pretty simple: they’re by far the most popular filament types on the market. The vast majority of all hobby 3D printing is done with those two materials.
But as popular as PLA and ABS are, there are many other types of filament material on the market. None of these are even close to approaching the popularity of PLA or ABS, but they do have their uses. Most of them are specialty materials designed to be used for particular types of prints. In this chapter, I go over some different materials you can use, as well as what alterations you’ll need to make in hardware and settings to print them.
What Materials Are Available?
So what other filament materials are on the market, and what kind of prints are they ideal for? While new filament materials are being developed and released all the time, these are some of the ones which are gaining popularity now.
Nylon
Nylon is a very common plastic type that has been popular for decades. It’s recently become available in filament form for 3D printers. The desirable properties of nylon are its strength and its low coefficient of friction.
Parts that are part of a moving system, such as bushings and slides, are usually made from nylon because of its low friction. So nylon filament is generally used for the same purpose: to print parts where friction is a concern.
Polycarbonate
Another material that has been around for a very long time is polycarbonate. Polycarbonate is a very strong material, making it ideal for applications where durability and impact resistance are important. For example, bulletproof glass is made from laminated layers of polycarbonate.
![]()
WATCH OUT!
Please do not attempt to shoot something you’ve printed in polycarbonate. It’s very strong, but bulletproof glass is made using a very specific manufacturing process, and regular polycarbonate will not stop a bullet. So go ahead and forget any ideas about 3D printing bulletproof armor or something.
So if incredibly high strength is required in a 3D printing application, polycarbonate is a good choice. In fact, it’s probably the strongest filament currently available for consumer 3D printers.
Flexible Filament
I’ve talked about flexible filaments a few times already, so you’re probably already at least a little bit familiar with the idea. Flexible filament is a generic term used to describe any of the flexible, rubbery filament materials available from a handful of manufacturers. The actual formulas used vary from manufacturer to manufacturer, so these are really grouped by their properties (not because they’re a particular kind of plastic).

This part was made from NinjaFlex, a popular brand of flexible filament.
Flexible filament has grown in popularity tremendously over the past couple of years. In the hobby market, it’s often used for things like robot or RC tires, grips, and anything else that requires a rubberlike feel. With a dual extruder setup, it’s popular to print both flexible filament and a traditional hard filament in the same part. For example, you could print a wheel and tire as a single piece from the two different materials.
Wood Filament
One filament material that is pretty surprising and unusual is “wood” filament. There are only a couple of manufacturers currently making this filament, so it’s quite unique. The material itself is essentially a mix of polymer and wood fiber.
When printed, the material actually looks remarkably like wood. In fact, it can even be sanded just like wood. The appeal is obvious: you can 3D print objects that look like they’re made of wood.
PET
Polyethylene terephthalate (PET) is another plastic that has been around in various forms for decades. It’s one of many plastic types that are commonly used in a wide range of products, from bottles to tapes. As far as mechanical properties go, it’s fairly similar to other filament materials on the market.
The primary advantage that PET has over other filaments is how well it prints. It has strength similar to ABS but doesn’t require a heated bed and doesn’t warp much (if at all). Basically, it combines the advantages of PLA and ABS while avoiding their disadvantages. However, PET has only recently been made available in the form of filament. It’s only being made by a couple of manufacturers, so it’s still a lot more expensive than PLA and ABS.
HIPS
High-impact polystyrene (HIPS) has traditionally been used for plastic parts that don’t require a lot of strength (like packaging), but it has gained a new use in 3D printing as a support material. In a dual-extruder 3D printer, HIPS can be used as the support material while another material is used for the actual part.
The reason that HIPS is well suited for this application is because it dissolves in limonene. The primary material doesn’t dissolve in limonene, so this is ideal because the support material can be removed chemically instead of with a pair of pliers. While there are other filament materials that are also suitable for this task, right now HIPS is the most common.
Hardware Needed
It’s probably not surprising that some of these materials will require special hardware. As new materials are added to the market, it’s likely that the hardware requirements will become even more specialized. I can’t cover the required hardware for all of the filament materials, so instead I’ll give you an idea of what kind of hardware is commonly needed.
All-Metal Hot Ends
All-metal hot ends, as I’ve touched on previously, are simply hot ends which are constructed entirely from metal. Traditional hot ends are made from a combination of metal and plastic, which is adequate for standard hot end temperatures. But a lot of these materials require that the hot end be much hotter than is necessary for ABS or PLA.
Some of these materials needed to be printed at temperatures of 300°C or higher. That’s simply too hot for traditional hot end constructions, which can become damaged at temperatures that high. All-metal hot ends can handle these extreme temperatures without becoming damaged.
![]()
HOT TIP
All-metal hot ends are becoming very popular because of their high-temperature capabilities. But they’re not perfect for all situations. Many all-metal hot ends are prone to clogging and jamming, so it’s usually not worth adding one to your 3D printer unless you know you need to print at high temperatures.
Print Fans
I’ve already talked about how important print fans are in Chapter 10. They’re very helpful for some features, like bridges and small layers. But some materials require a print fan in order to print at all.
Print fans exist to quickly cool the filament after it has been deposited onto the bed or the previous layer. Materials like ABS solidify pretty quickly on their own, so a fan isn’t necessary. But other materials are more finicky and have to be actively cooled in order to solidify quickly enough.
Of course, print fans in general are a good idea anyway, so it’s debatable whether they should even be considered “specialty hardware.” But strictly speaking, they aren’t necessary for all prints and materials, making them optional. It’s also worth mentioning that the results from a fan alone aren’t always good. Sometimes it’s necessary to add a fan shroud to direct the cool air in order to get good results.
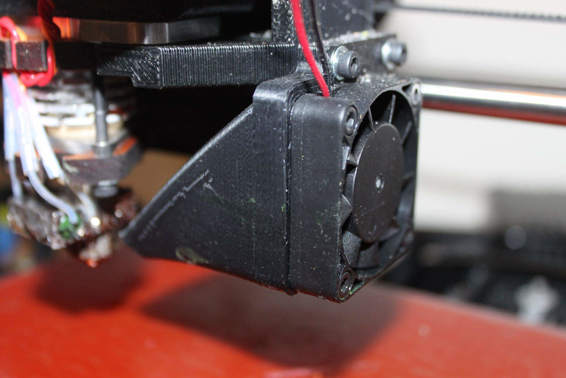
The Lulzbot TAZ comes with a shroud for the fan to direct cool air just below the nozzle.
Heated Beds and Bed Materials
You already know that heated beds are required for printing ABS, but there are other materials that require a heated bed as well. Plus some materials like nylon even benefit from special build platform materials. Traditional adhesion improvement methods don’t always work for all materials. Therefore, some materials have their own unique techniques for making sure the filament sticks to the bed.
![]()
FASCINATING FACT
Phenolic resin plastic was the very first commercially available synthetic resin. It was originally sold by the Bakelite Corporation, and was immediately popular in a wide range of products. Since its invention, it has been used to make virtually everything plastic at one time or another.
At first, that may sound trivial, but it can actually be a fairly big deal for some materials. For example, nylon filament reportedly adheres best to phenolic resin (usually known by the trade names Garolite and Bakelite). Different filament materials have different ideal bed materials, and it’s often helpful to switch between bed materials depending on the filament you’re using. For instance, a glass bed works well for ABS and PLA, but you may want to switch to Garolite for nylon.
Printing Techniques
As you probably surmised already, all of these filament materials don’t just require special hardware. In addition to that hardware, the different types of filament also require specific settings. Just like how you have to adjust the settings when you switch between PLA and ABS, you have to adjust the settings to use these more exotic filament materials as well.
Temperature
The print temperature is the most obvious setting that will pretty much always need to be adjusted. Almost all filament materials have their own ideal temperature setting, and the range can be 100°C or more. The filament manufacturer should have some information on what temperature is ideal for their filament, so be sure to check with them first. For example, PLA is usually printed around 200°C, ABS at 230°C, nylon at 250°C, and so on. If you tried to print at PLA temperatures, it wouldn’t even extrude. PLA printed at nylon temperatures would burn or pool on the bed.
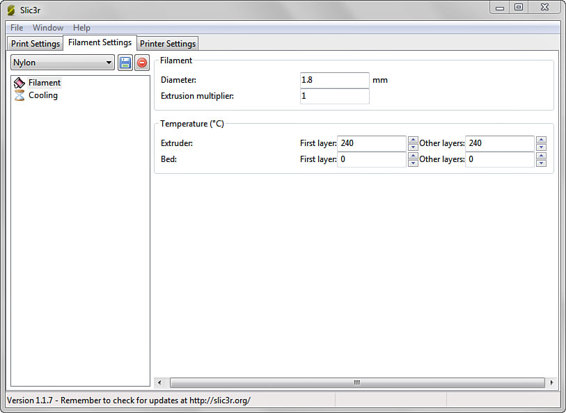
Adjusting the filament temperature within the filament settings.
Once you have an idea of what the temperature should be, it’s best to experiment a little to find what gives you the best results. That particular filament may print better on your printer when it’s a little cooler or hotter than recommended. Print a few small parts to get your temperature dialed in, and then save it as a configuration for that material.
You should also follow the same steps for the temperature of the heated bed. Some materials won’t need the heated bed to be on at all, while others might need it to be very hot. However, the temperature of the bed is much more forgiving than the temperature of the hot end, so as long as you’re within 10°C or so, it should work just fine.
Speed
Print speed is another major variable when you’re switching between filament materials. Many of the more exotic materials have to be printed very slowly and will produce poor results if they’re printed too quickly. This is basically determined by how quickly that particular material can melt in the hot end, which can be dramatically different between materials. For example, PLA can usually be printed at very fast speeds because it flows well. Nylon, on the other hand, usually needs to be printed slowly (around 40mm/s) or it won’t bond properly to itself.
Just like with the temperature settings, you should start by looking at what the manufacturer recommends. If that information isn’t available, do some searching to find out what settings other people are using for the same type of material. Once you’ve got some numbers to start with, you should fine-tune it by printing a few parts, just like you did after adjusting the temperature settings.
Cooling
As you learned earlier in this chapter, some materials will require active cooling while others shouldn’t be cooled at all. Once again, this information can usually be found from the manufacturer of the filament or by searching around to see what others are doing. But cooling can be a lot more subjective than temperature and speed.
For some materials, you’ll want the fan on at full blast all the time. For others, it shouldn’t be turned at all. There is also a lot of middle ground when it comes to using a fan. You can have the fan come on just for certain features (like bridges or overhangs), or the fan could be on a low speed. For example, PLA virtually requires a print fan to turn out well. However, ABS should only have the fan on for extreme bridge or overhangs; otherwise, it will warp. As a general rule of thumb, to start your experimenting, the fan should be off for materials that are prone to warping, while materials that don’t have this issue can usually be printed safely with the fan on. Getting your cooling settings right will definitely take some patience and experimentation.
So how do you get it adjusted properly? Start by running a print with the fan on high the entire time. You can then try running another print with it off completely. Compare the results and see which one worked better. Once you know how the material reacts to cooling, you can start adjusting the settings for particular features. For example, you might have the fan off completely for the first few layers, on low for the rest of the print, and on high for bridges and overhangs. The point is, you’ll need to look at the results to see what works best.
Layer Thickness
This is a setting you may not expect to have to change, and in most cases you won’t. But a small minority of filament materials (such as nylon) can be a bit sensitive when it comes to layer height/thickness. Unless the filament manufacturer recommends otherwise, it’s best to start by using whatever layer height you would normally use.
But if you’re getting poor results (especially inconsistent extrusion and poor surface quality), layer thickness may be the culprit. When this happens, it’s almost always because the layer height is too small, so try increasing it a little bit and see if that improves your results. In extreme cases, you may even have to switch your nozzle out for some materials that simply don’t flow well through a small nozzle.
The Least You Need to Know
· The options for filament materials are rapidly increasing, and there is now a pretty large variety of materials available on the market.
· Some materials are better suited to particular prints than others. You should pick the material based on your needs for specific parts.
· Many materials require specific hardware—such as all-metal hot ends, print fans, and heated beds and bed materials—in order to print. Before you order a new filament type, be sure to check that your 3D printer is capable of printing it.
· The print settings will almost always need to be adjusted for new materials. Be sure to take the time to tweak your settings until you’re getting good results with a new material.
All materials on the site are licensed Creative Commons Attribution-Sharealike 3.0 Unported CC BY-SA 3.0 & GNU Free Documentation License (GFDL)
If you are the copyright holder of any material contained on our site and intend to remove it, please contact our site administrator for approval.
© 2016-2026 All site design rights belong to S.Y.A.